Brief Introduction
Butt welding flange with neck refers to a flange with taper neck and butt welded with cylinder or pipe. It is an integral flange. Because of the transition structure and butt welding connection of the cone neck, the strength and rigidity of the flange are strengthened, and the sealing performance is better than that of the flat welding flange. The disadvantage is that it needs to be made of forgings, which consumes a lot of materials and costs a lot of manufacturing. It is suitable for occasions with high pressure and temperature or high sealing requirements. The full name of butt welding flange is welding neck flange (WN), also known as neck flange, long neck flange, high neck flange, etc.
Sealing surface form and code
Raised face (RF); Full plane (FF); Convex and convex surface (MFM); Tenon and groove surface (TG); Ring connection surface (RJ);
Material description
Carbon steel flange material: 20 #, Q235, 16Mn, ASTM A105, ASTM A350 LF1, LF2 CL1/CL2, LF3 CL1/CL2, ASTM A694 F42, F46, F48, F50, F52, F56, F60, F65, F70;
Performance characteristics
Butt-welding flange is not easy to deform, has good sealing performance and is widely used; Butt-welding flange connection is easy to use and can withstand relatively large pressure; There are corresponding rigidity and elasticity requirements and reasonable butt welding thinning transition. The distance between the welded junction and the joint surface is large, and the joint surface is free from welding temperature deformation; At the same time, it is also used in the pipeline for transporting expensive, flammable and explosive media.
Production process
1: The whole forging process of round steel; 2. Finished product forging, cutting and forming process; The process of neck butt-welding flange produced by our company is called die forging, which is formed by placing the heated blank in the forging die fixed on the die forging equipment; Basic process of die forging Die forging process: blanking, heating, pre-forging, final forging, punching, trimming, tempering, shot peening; Common processes include upsetting, drawing, bending, punching and forming; Common die forging equipment includes die forging hammer, hot die forging press, flat forging machine and friction press. Generally speaking, forged flange is of better quality, generally produced by die forging, with fine crystal structure and high strength, and of course, the price is also higher;
Advantages and Disadvantages
Advantages:
Due to the transition structure of the cone neck and butt welding connection, the strength and stiffness of the flange are strengthened, and the sealing performance is better than that of the flat welding flange.
Disadvantages:
It needs to be made of forgings, which consumes a lot of materials and costs a lot. Suitable for high pressure, high temperature or high sealing requirements.
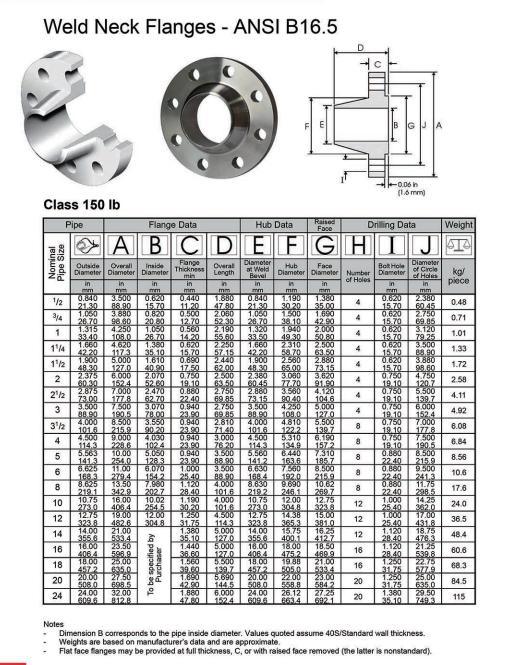
Data Reference