Data
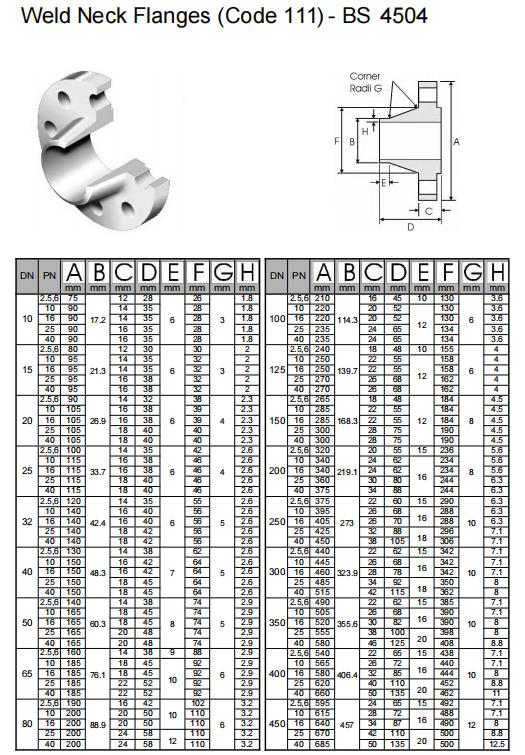
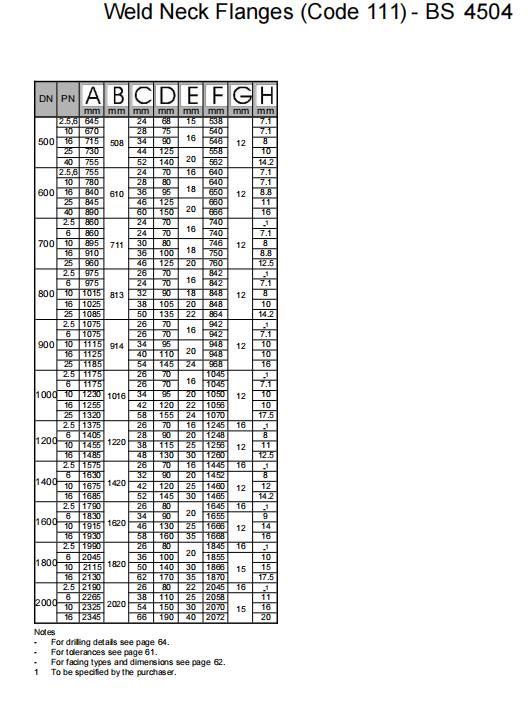
| Welding Neck Flange | |||||||||
| Standard | BS4504 | BS4504 BS10 Table D/E | |||||||
| Material | ASTM A105 ST37.0 A350 LF2 A694 F60 A694 F70 SS304 SS321 SS316 | ||||||||
| Nominal Pressure | PN10,PN16,PN25,PN40 | ||||||||
| Applicable Medium | oil,gas,water or other medium | ||||||||
| Technology | Forged,Cast | ||||||||
| Delivery Time | 15-60 days | ||||||||
| Payment Term | FOB,CIF | ||||||||
| Packaging | Plywood cases | ||||||||
Product Introduction
The neck butt welding flange, also known as the high neck flange, is a long and inclined high neck from the welding point between the flange and the pipe to the flange plate. The wall thickness of this section of high neck gradually transits to the pipe wall thickness along the height direction, which improves the discontinuity of stress and thus increases the flange strength. The neck butt-welding flange is mainly used in the occasions where the working conditions are relatively harsh, such as the occasions where the stress at the flange is large or the stress changes repeatedly due to the thermal expansion of the pipeline or other loads; Pipes with large fluctuations in pressure and temperature or pipes with high temperature, high pressure and low temperature below zero.
The neck butt-welding flange is not easy to deform, has good sealing, and is widely used. It has corresponding rigidity and elasticity requirements and reasonable butt welding thinning transition. The distance between the welded junction and the joint surface is large, and the joint surface is free from welding temperature deformation. It adopts a relatively complex trumpet shape structure, which is suitable for pipelines with large pressure or temperature fluctuations or high temperature, high pressure and low temperature pipelines. It is generally used for the connection of pipelines and valves with PN greater than 2.5 MPa; It is also used in pipelines conveying expensive, flammable and explosive media.
Process Steps
The neck butt welding method is usually made by precision casting of centrifugal flange. Compared with ordinary sand casting, the structure of this type of casting is finer and the quality is greatly improved.
First of all, we need the production method of centrifugal flange, the process method and product of centrifugal casting to manufacture the neck butt welding flange. The neck butt welding flange product is processed through the following process steps:
① Put the raw steel into the medium-frequency electric furnace for smelting to make the temperature of molten steel reach 1600-1700 ℃;
② Preheat the metal mold to 800-900 ℃ and maintain constant temperature;
③ Start the centrifuge and pour the molten steel in step ① into the preheating mold in step ②;
④ The casting shall be naturally cooled to 800-900 ℃ and kept for 1-10 minutes;
⑤ Cool with water to close to normal temperature, demould and take out the casting