Product Description
Pipe fittings welded on the pipe end or installed on the external thread of the pipe end to cover the pipe Stainless steel pipe cap is also called plug or head. The pipe cap includes the design of convex pipe cap, conical shell, reducing section, flat cap and tight mouth.Basic Data
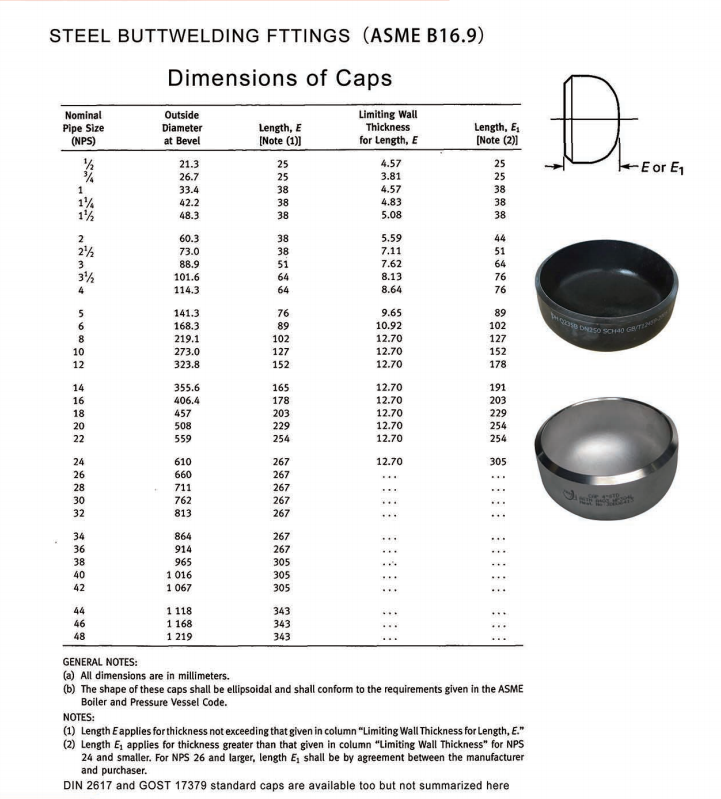
Stainless steel material: 304 304L 316 316L 321 2520 310, 317, etc Diameter: DN15-DN1200 Wall thickness: SCH5-SCH160 Standard: ASME DIN JIS BS GB/T JB SH HG Applications: water, beverage, beer, food, petrochemical, nuclear power, machinery, medical equipment, fertilizer, shipbuildinq, waterprooftreatment, pipes, etc., pipe fitings welded on the pipe end or installed on the exteral thread of the pipe end to cover the pipe. lt is used toclose the pipeline and has the same function as the plug. Packaging: wooden case, carton Service: provide technical consultation, installation guidance, etcClassification
By connection: 1. Common pipe cap 2. Threaded pipe cap 3. Ferrule cap 4. Clamp cap 5. Socket cap 6. Adhesive pipe cap 7. Hot melt pipe cap 8. Rubber ring connecting pipe cap By material: 1. Cast steel pipe cap 2. Cast iron pipe cap 3. Stainless steel pipe cap 4. Plastic pipe cap 5. PVC pipe cap 6. Rubber pipe cap 7. Graphite pipe cap 8. Forged steel pipe cap 9. PPR pipe cap 10. Alloy pipe cap 11. PE pipe cap 12. ABS pipe capAttention
During splicing, only radial and circumferential weld directions are allowed. This requirement may be canceled in the future for large pipecaps. The splicing distance shall be more than 3 t shall not be less than 100mm (the welding heat affected zone is a high stress zoneand the chemical composition in this zone wil be burned. Thereore. t is necessary to avoid the high stress zone. which is related to thethickness. According to practical experience, the stress attenuation length is greater than 3 6,And not less than 100mm). However.refrigeration equipment is dificult to meet this requirement, which has its particularity.100% radiographic or ulrasonic testing shall be carried out on the splicing weld of the formed head after splicing, and the qualification leveshal follow the equipment shel. The inspection level and proportion of the final formed weld are the same as that of the equipment shel.which is high waste. For example,if the equipment shell is 20% tested, ll is gualifed. The but weld and final weld of the bukhead are also qualified as ll, and the welding joint coefficient is 0.85. if the equipment shel is 100% tested, Il is qualified. The but weld and the final weld of the bukhead are also l qualified, and the weldingjoint coefficient is 1 Therefore, although the bulkhead splicing is 100% tested, the qualification level is different, which follows the equipment shel.But pay attention to the process and manufacturing process: The correct method is: blanking (scribing) - small plates assembled into large plates - forming - NDT If the inspection is not conducted before forming, it is wrong to ensure that it is stll qualified after forming. That is to say, NDT refers to the final NDT.Data Reference